



产品分类
相关资讯

咨询热线:
400-832-0855
传真:0510-83217316
邮箱:wxyqjx@sina.com
地址:江苏省东台市唐洋镇心红工业园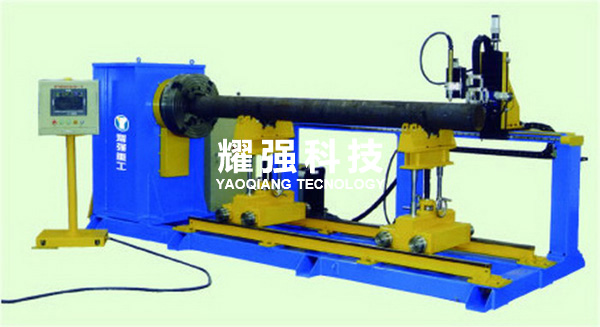
相贯切割
- 咨询热线:400-832-0855
-





-
产品详情
产品简介
数控相贯线切割机技术说明
1. 设备概述
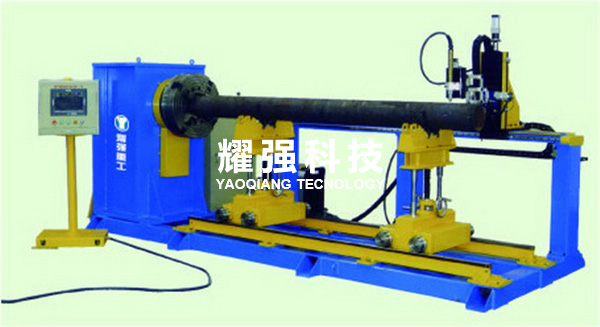
CNC-CP30/60A型数控相贯线切割机(如图1)主要用于在金属圆管上进行切割工作,如端部和孔的相贯线切割等,同时具有一定的坡口切割功能。其组成包括数控系统、纵向驱动系统、主轴回转系统、主机体、火焰切割系统等,配置FastPIPE自动编程软件,具有操作方便高效的特点。
1--机床底座;2—卡盘;3—主轴系统;4—气体控制系统;5—数控系统;6—纵向行走部件;7—割枪调整装置
图1 数控相贯线切割机示意图
2. 基本配置
2.1、 工件卡盘: 2套(Φ300和Φ600各1套)
2.2、 直线导轨长度: 4500mm
2.3、 数控系统: 1套,澳大利亚FASTCAM公司Micro-FastCNCTM
2.4、 数控驱动系统: 2套,日本松下高精度交流伺服驱动
2.5、 伺服用减速箱: 2套,德国NEUGART和SEW公司各1套
2.6、 割炬升降控制: 1套,电动恒速
2.7、 数控火焰单割炬: 1组
2.8、 自动点火装置: 1组
2.9、 走线方式: 纵向拖链(德国IGUS公司)
2.10、切割气源: 氧气、乙炔(如使用其他气体请提出)
2.11、 管材数控切割软件: 1套,澳大利亚FastCAM公司FastPIPE
3.主要参数
3.1、 适合管径: φ25--φ600mm
3.2、 适合工件长度: 不大于800mm
3.3、 床身长×宽×高: 4500×1440×1750mm
3.4、 割炬升降行程: 350mm
3.5、 切割速度: 30-1000mm/min(根据切割工艺设定)
3.6、 快速返程速度: 9000mm/min
3.7、 切割定位精度: ±0.5mm/m
3.8、 重复定位精度: ±0.5mm
3.9、 切口粗糙度: Ra12.5-25
3.10、切割材料: 低碳钢
3.11、输入电源: AC220V,50Hz,3kVA
3.12、工作环境: 温度:0-45℃,湿度90%(非冷凝)
4.结构特点
该机主要用于金属管材的火焰切割,功能齐全、自动化程度高、配置先进、动态稳定性好。CNC系统、伺服系统采用国际知名品牌。性能优良、人机界友好面,是客户理想的管材切割设备。
本机主要组成部件主轴箱、纵向行走部件均装于机床底座上,行走部件在伺服驱动下沿直线导轨在底座上行走,气路及电缆经拖链随其运动。数控系统、气体控制盘均装于主轴箱上,实现集中控制。数控系统还带有遥控装置,控制更方便。
4.1、 数控系统:澳大利亚Micro-FastCNCTM
Micro-FastCNCTM数控系统是澳大利亚FastCAM公司专为等离子、火焰、高压水切割机开发的具有完善自动切割工艺,用于实现自动切割,高效切割,高质切割的先进的数控系统。该系统采用先进的工业级控制系统和硬件运动控制轴卡,具有超强的稳定性,提供完善的自动切割工艺,功能强大,操作方便,自动化程度高,是数控切割加工中具智能化的数控系统。配置显示器为15寸TFT真彩液晶显示,高清晰度,键盘为计算机操作键盘。
4.2、 驱动系统:日本松下高精度交流伺服驱动
1) 可进行状态显示、诊断、报警和参数设置;
2) 可自动和手动设置系统的刚性,可充分保证系统加工的稳定性;
3) 可调节电机转速、指令脉冲、有效负荷率、可诊断各种报警故障;
4) 电机采用高磁稀土材料,导磁散热性能好,磁通密度高,动态特性变化小;
5) 伺服电机带高精度脉冲编码器检测,可充分保证伺服电机运行速度和精度。
4.3、 主轴箱
主轴箱采用优质结构钢焊接、整体经过回火消除应力处理,然后精密机械加工而成。驱动装置装于箱体内部,其传动链为:伺服电机—SEW减速器—链传动—主轴。主轴两端均装有卡盘,工件可在两工位装夹切割,方便大、小直径类型的工件。
4.4、 纵向行走部件
纵向行走由伺服电机驱动、经NEUGART减速器、柔性啮合齿轮齿条副,沿床身上直线导轨运动。
割炬的升降机构位于行走部件内部。其升降控制由高精度电机控制,通过高精度减速机构、精密丝杠传动、直线导轨定位,使割枪调整方便。在割炬有效行程上设有电气限位开关保护,外部装有防尘罩,结构合理,升降灵活可靠,定位精度高。同时设有手动微调机构,可实现自动、手动升降控制和手工角度调整。
4.5、 FastPIPR自动编程套料软件
FastPIPE系列软件是专业的管切割编程软件,其软件包括了简单管子开孔、端面切割的加工生产过程。软件兼容性:可读入和输出DXF和IGES文件,可读入DWG文件。
4.6、 气源控制
气体控制盘装于数控系统下方,可调整切割氧、预热氧的压力,燃气压力无须手工调节。控制盘上装有气压表可显示氧气、燃气的压力值。
各电磁阀、自动点火附件均装于行走部件顶部。
4.7、 切割原理
这是一台二轴联动的数控切管机的设计方案,驱动轴为纵向行走和卡盘回转轴,割枪保持在管子的高点位置上,并始终保持垂直或沿工件轴线做一定的偏转。它可以完成管子上的马鞍形相贯线切割,以及各种端面和槽孔的切割,同时可做简易的坡口切割工作。示意图2如下:
图2 切割原理示意图
5.主要功能:
5.1、 稳定性极强的数控系统
采用免风扇低功耗工业级CPU,不带风扇,免除了风扇磨损及损坏和高主频CPU发热给系统带来的不稳定因素;
采用宽温级抗震动免维护电子硬盘,不再使用机械式旋转硬盘,免除了使用机械旋转硬盘导致发热、震动损坏硬盘磁道、病毒感染等给数控系统带来的不稳定因素;
采用硬件运动控制轴卡,实现切割过程的预处理和实时运动控制,免除了使用软件插补运算导致数控系统死机的不稳定因素,有效提高数控切割的质量和效率;
使用U盘和联网方式实现NC切割程序的导入,免除使用软驱的不稳定因素。
5.2、 完善的切割工艺,实现“一键式”自动切割
提供用户自定义切割设置功能,实现切割功能多样化。设置自动点火、自动穿孔切割逻辑,实现自动穿孔;
提供不同材质、不同板厚切割参数数据库,实现自动切割;
提供完善的拐角自动加减速和圆弧自动加减速,确保拐角和圆弧切割质量;
独特的明盲孔自动判别功能,可自动实现借边切割,有效减少和避免预热穿孔。
5.3、 完善的编程操作与切割工艺
中文、英文操作系统自动切换;
英制或公制单位自由转换;
断电、断点自动保护功能;
中文、英文文字切割功能;
5.4、 安装和设置特性
内设火焰、等离子、高压水切割参数数据库,设置好自动穿孔、自动切割的切割逻辑,实现自动切割、高效切割;
安装FastCNC数控系统独有的为实用便捷的无线遥控器,有效提高工件校正、起割定点、切割拐角加减速的操作效率。
5.5、 主要参数
128MB宽温级抗震动免维护电子硬盘;
免风扇低功耗工业级CPU,128MB内存,
支持U盘接口,串口,并口及网卡;
提供无线遥控器;
用于切割和运动逻辑控制的36路信号输入输出卡。
6.供货范围
6.1、 主机体:含主轴系统、床身、纵向行走部件、控制箱及配套电缆等。
6.2、 数控系统:1套
6.3、 驱动系统:3套(其中日本松下交流伺服驱动2套)
6.4、 火焰割炬:1套
6.5、 自动点火器:1组
6.6、 电控系统:1套,包括空开、交流接触器、中间继电器、开关电源、限位开关、所有机床电缆线及插头、按钮开关等。
6.7、 FASTPIPE自动编程套料软件:1套
6.8、 随机资料一套:包括系统调试和操作说明书各1份,FASTPIPE软件说明书1份,松下伺服驱动器说明书1份,设备机械及电气说明书各1份(附电气原理图1份)。
6.9、 随机提供易损件:按钮开关1只,钮子开关2只,中间继电器2个,微型限位2个,纵向齿轮1个,割嘴4个。

订购:相贯切割
